
Welding Journal:
Soldadura de Aluminio Precisa
Destacado en
¿Por qué es tan difícil soldar Aluminio?
Las dificultades de soldabilidad del aluminio derivan principalmente de cuatro propiedades del material:
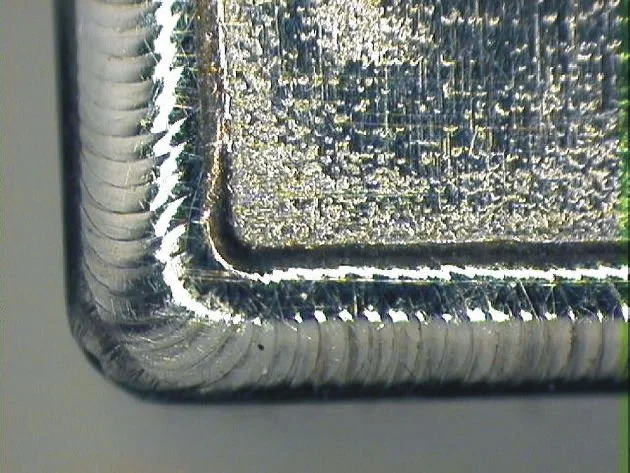
Soldadura de Aluminio Precisa:
Aplicaciones Micro
Descubre como obtener soldaduras de alta calidad, herméticas y mecánicamente confiables
El Aluminio es ampliamente utilizado en la industria de la manufactura por su relación resistencia/peso, resistencia a la corrosión, y su excelente conductividad térmica y eléctrica. Pero las características que lo hacen tan conveniente también lo hacen notoriamente difícil de soldar, particularmente en escalas Micro (< 1mm en penetración y anchura de la unión).
Comprender las propiedades materiales del aluminio y la mejor forma de gestionarlas es la clave del éxito, sin importar en qué proyecto estés trabajando.

-
El bajo punto de fusión del aluminio (660°C) y su tendencia a contaminarse en su estado líquido resultan en una muy pequeña oportunidad de soldadura y en uniones débiles y porosas.
-
El calor introducido durante la soldadura se disipa rápidamente a otras áreas de la pieza, lo cual reduce la penetración de la unión y dificulta el control del baño de soldadura. La expansión y el rápido enfriamiento del aluminio hacen que la soldadura de este sea propensa a fisuración por solidificación.
-
El aluminio es altamente reactivo con el oxígeno y forma una capa de óxido sumamente resistente. Mientras que el material a soldar tiene un punto de fusión bajo (660°C), esta capa tiene un punto de fusión mucho más alto (2000°C).
-
El material de aluminio usualmente utilizado en la manufactura es una aleación compuesta de múltiples elementos. Algunas aleaciones de aluminio presentan desafíos para soldar debido a sus comportamientos de fusión y solidificación.
Consejos Prácticos para Soldadura Exitosa de Aluminio

Limpia la superficie del material
Elimina aceites, grasas, huellas dactilares e impurezas. Estas sustancias extrañas pueden provocar salpicaduras y porosidad, y si son mezcladas al baño de soldadura pueden disminuir la resistencia de la unión.
Elimina los óxidos superficiales
El cepillado, el ataque químico o la limpieza láser permiten remover la capa de óxido y optimizar la calidad de la soldadura. El proceso de soldadura debe llevarse a cabo en pocos minutos para prevenir la regeneración del óxido.
Mantén las piezas secas y a temperatura ambiente
La humedad puede crear porosidad en el punto de soldadura. Si las partes no han sido soldadas en poco tiempo es necesario repetir el proceso de limpiado.
Elige las Aleaciones Correctas
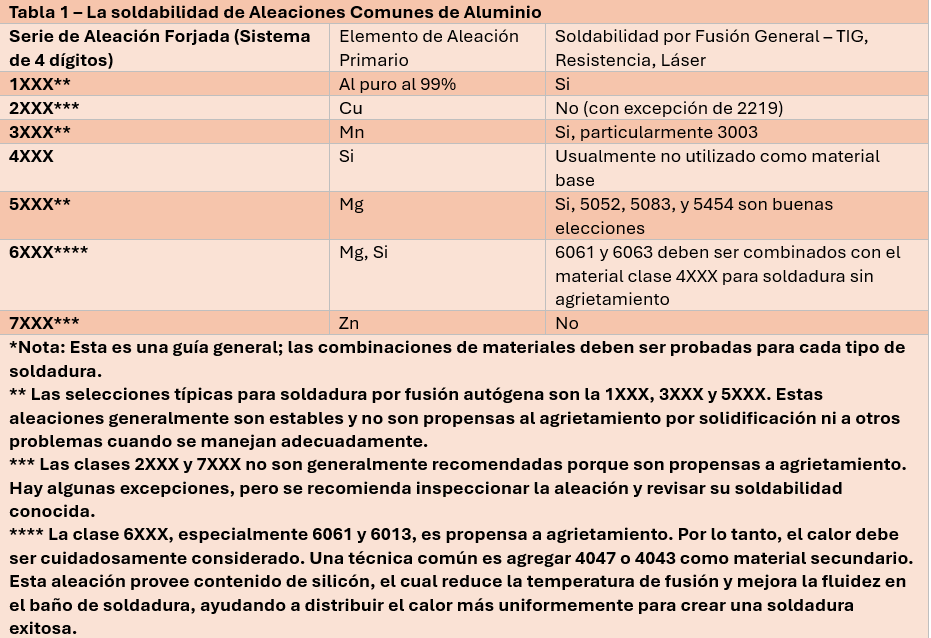
La selección de materiales es la clave para evitar elementos de aleación volátiles los cuales pueden provocar porosidad excesiva y agrietamiento. Debido al pequeño tamaño de las piezas a soldar, la utilización de material de aporte es raramente aplicada en microsoldadura y puede dificultarse su empleo. La microsoldadura normalmente se realiza de forma autógena, lo que significa que la composición de la aleación debe ser soldable.
La soldabilidad de las aleaciones de aluminio más comunes está mostrada en la tabla 1.
Diseño Adecuado de la Unión de Soldadura
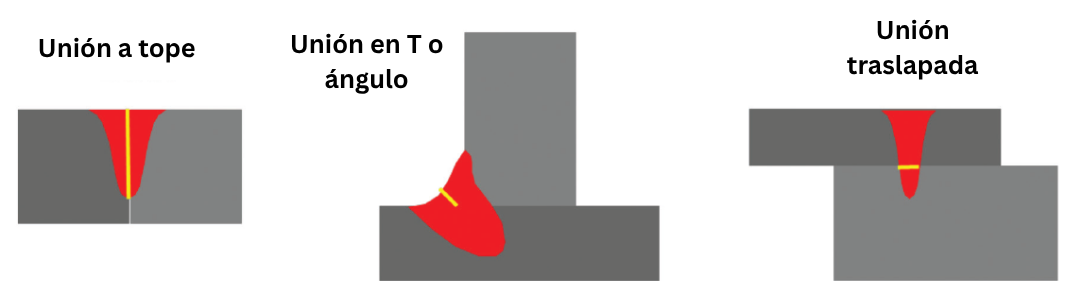
Las uniones a tope proporcionan acceso directo a la interfaz de la unión y favorecen una distribución uniforme del calor.
Las uniones traslapadas se emplean frecuentemente en aplicaciones como la soldadura de láminas y terminales delgadas, donde la alineación puede lograrse con una fijación mínima.
Es importante asegurar un traslape adecuado y soldar a lo largo del borde donde se unen las dos piezas. Evite atrapar contaminantes entre las capas.
Las configuraciones de unión en T y en ángulo se utilizan en algunos casos, siempre que exista suficiente acceso para la fuente de calor. Es importante mantener un buen ajuste entre las piezas.
Independientemente del tipo de unión, las separaciones excesivas, los bordes desiguales o un traslape inconsistente pueden provocar fusión incompleta, penetración excesiva o sobrecalentamiento localizado.

Tolerancias de ajuste y fijación en la escala micro
En la escala micro, un ajuste preciso y una fijación estable son esenciales para lograr una calidad de soldadura repetible. Las variaciones dimensionales que podrían ser aceptables en la soldadura convencional pueden generar defectos significativos en los ensambles de micro soldadura. Debido a que el material de aporte normalmente no se utiliza a esta escala, un ajuste adecuado se vuelve aún más importante.
Las interfaces de la unión deben fabricarse y alinearse con tolerancias estrictas para minimizar separaciones y garantizar un contacto consistente. Los componentes deben fijarse de manera segura para evitar movimientos durante la soldadura, ya que incluso un ligero desplazamiento puede alterar la transferencia de energía y comprometer la integridad de la soldadura.
Los materiales de fijación también deben seleccionarse para minimizar la disipación de calor y la distorsión térmica. En muchos casos, se prefieren dispositivos de fijación de baja masa o con aislamiento térmico para mantener el calentamiento localizado en la interfaz de la unión.
-
Proceso sin contacto
Emplea un electrodo de tungsteno que “no se consume”
Produce soldaduras limpias, con salpicadura mínima
-
La capa de óxido superficial dificulta el uso de controles de corriente directa (DC)
El ancho de pulso de controles de corriente alterna (AC) es generalmente demasiado amplio para emplearse en soldadura micro
Genera un exceso de calor que puede dañar componentes internos delicados
La porosidad y el agrietamiento son problemas para aleaciones susceptibles
Soldadura por Resistencia
La soldadura por resistencia es un proceso termoeléctrico en el que el calor se genera en la interfaz de las piezas a unir al hacer pasar una corriente eléctrica a través de ellas bajo una presión controlada durante un tiempo precisamente controlado.
-
Los electrodos de soldadura por resistencia aplican fuerza a la partes para asegurar el contacto entre ellas, simplificando los requisitos de herramental de fijación
Solución accesible
-
La conductividad eléctrica y térmica del aluminio dificultan el control del foco de la energía en la ubicación deseada
El aluminio es suave, así que la fuerza del electrodo puede generar deformación en fuerzas elevadas, o el aluminio puede pegarse a los electrodos durante el proceso de soldadura
La porosidad y el agrietamiento son problemas para aleaciones susceptibles
Comparando Tecnologías
Los fabricantes tienen a su disposición varias tecnologías disponibles para realizar la micro soldadura de aluminio. Cada una con sus propios desafíos a enfrentar.
Soldadura Micro TIG (Tungsten Inert Gas)
Esta tecnología crea un arco de plasma de alta temperatura (5000°C) entre un electrodo de tungsteno y la pieza a soldar, el cual calienta, derrite y fusiona las partes.
Para el aluminio una fuente de poder de corriente alterna (AC) es recomendada, ya que ayuda a remover la capa de óxido superficial antes de derretir el material base. Mientras que las fuentes de poder de corriente directa (DC) también logran remover esta capa, si son utilizados correctamente, son menos comunes.

Soldadura Láser
Las unidades de soldadura láser producen un haz de luz de alta intensidad que, al enfocarse en un solo punto, genera una fuente de calor concentrada, permitiendo soldaduras estrechas, profundas y altas velocidades.
-
Genera muy pequeñas áreas afectadas por el calor
Proceso sin contacto sin consumibles
Penetración profunda en uniones, con aplicación precisa de energía
Limpieza post soldadura mínima
-
Se requiere alta potencia y un punto de soldadura pequeño o una corta duración de pulso para transferir la energía al material; esta alta densidad de energía es susceptible a la expulsión durante el proceso de soldadura
Penetración excesiva o perforación pueden ser un problema
La porosidad y el agrietamiento son problemas para aleaciones susceptibles
Alto costo; el herramental de sujeción especializado y el equipo de protección deben ser considerados
Inspección Inteligente
Incluso con una preparación cuidadosa, todas las soldaduras de aluminio deben inspeccionarse en busca de signos de porosidad, agrietamiento y fusión incompleta.

Tradicionalmente, la inspección se realiza después de la soldadura e incluye evaluación visual, metalografía de sección transversal y pruebas no destructivas, como líquidos penetrantes o rayos X. Cuando es apropiado, un ligero esmerilado o pulido puede mejorar el acabado superficial sin comprometer la integridad metalúrgica.
Los monitores de procesos de soldadura proporcionan visibilidad en tiempo real de la soldadura, permitiendo la detección inmediata de señales anormales y facilitando que los operadores o sistemas automatizados tomen acciones correctivas.